Ця спеціалізована повністю автоматична шпильково-згинальна машина розроблена для інтегрованої обробки рулонних мідних труб, реалізуючи повну автоматизацію процесу від розмотування сировини до формування готових U-подібних труб (також відомих як шпилькові труби). Його основний робочий процес охоплює чотири ключові ланки: відкриття труби, випрямлення, різання без стружки та згинання, які завершуються безперервно та впорядковано через інтегровану систему керування обладнанням, без необхідності ручного втручання в проміжні ланки. На початковому етапі обробки мідна труба змійовика спочатку піддається процесу відкриття труби. Як високоточний повністю автоматичний пристрій для згинання шпильок, він використовує механізм відкривання з прецизійним керуванням для плавного розгортання згорнутої мідної труби, уникаючи деформації або подряпин на поверхні труби, спричинених примусовим розмотуванням. Згодом розгорнута мідна труба потрапляє на ланку випрямлення: за допомогою багатогрупових прецизійних роликових випрямлячів труба коригується на будь-який вигин або деформацію, наявну в рулонному стані, гарантуючи, що мідна труба підтримує високу прямолінійність, що закладає міцну основу для точності подальших процесів різання та згинання.
Після правки мідна труба транспортується на станцію безстружкового різання. У порівнянні з традиційними механічними методами різання, технологія безстружкового різання, застосована в цій регульованій шпильці U-подібної машини, може розрізати мідну трубу на задану довжину без утворення стружки. Це не тільки дозволяє уникнути відходів матеріалу, викликаних втратою стружки, але також забезпечує рівність і гладкість секції труби, запобігаючи появі задирок, які можуть вплинути на подальше складання та ефективність ущільнення U-подібної труби. Нарешті, нарізані сегменти мідної труби надсилаються на згинальний механізм, який точно згинає трубу в U-подібну форму, яка відповідає заданим вимогам розміру, утворюючи готову шпилькову трубу.
Обладнання в основному застосовується для автоматичної лінії виробництва довгих U-подібних труб у конденсаторах і випарниках кондиціонерів. Як основні компоненти систем кондиціонування повітря, конденсатори та випарники мають суворі вимоги до точності розмірів, якості поверхні та консистенції U-подібних труб. Інтегрований автоматичний режим обробки цієї повністю автоматичної машини для згинання шпильок не тільки значно підвищує ефективність виробництва довгих U-подібних труб, задовольняючи потреби великомасштабного виробництва виробників кондиціонерів, але також забезпечує однорідність якості продукції. Це ефективно зменшує вплив людського фактора на точність обробки, тим самим підвищуючи загальну продуктивність і надійність конденсаторів і випарників кондиціонерів. У масовому виробництві побутових кондиціонерів чи комерційних системах центрального кондиціонування це обладнання може забезпечити стабільну та ефективну підтримку процесу виробництва ключових компонентів.
Інтегрована конструкція цього повністю автоматичного пристрою для згинання шпильок забезпечує значні технічні та економічні переваги. З одного боку, безперервна обробка кількох процесів скорочує виробничий цикл U-подібних труб, зменшує зайняту площу виробничої лінії та знижує загальну вартість виробництва для підприємств. З іншого боку, повний автоматичний режим роботи знижує потребу в ручній праці, знижує трудомісткість і підвищує безпеку виробничого процесу. Крім того, як гнучка регульована шпилька U-подібна машина для згинання, вона оснащена високоточною сервосистемою керування, яка може реалізувати точне налаштування параметрів обробки (таких як довжина різання, кут згинання тощо), а також може гнучко адаптуватися до потреб обробки U-подібних труб різних специфікацій, з сильною універсальністю та адаптивністю.
| Pipe No. bending at one time |
1-8 pcs |
| Hairpin pipe length |
Min 200-Max 1250 / 1650 / 2150 / 2650 / 3150 / 5000 |
| Bending mode |
by servo motors |
| Positioning & unloading mode |
by servo motors |
| Stroke setting model |
by servo motors |
| Available copper pipe diameter |
∮ 5 - ∮ 16 |
| Bending center |
16-60mm |
| Efficiency (one cycle) |
when L≤1,000, t <12sec |
| Length precision |
±0.8mm |
| Flattening rate in thickness of bending part |
≤15% |
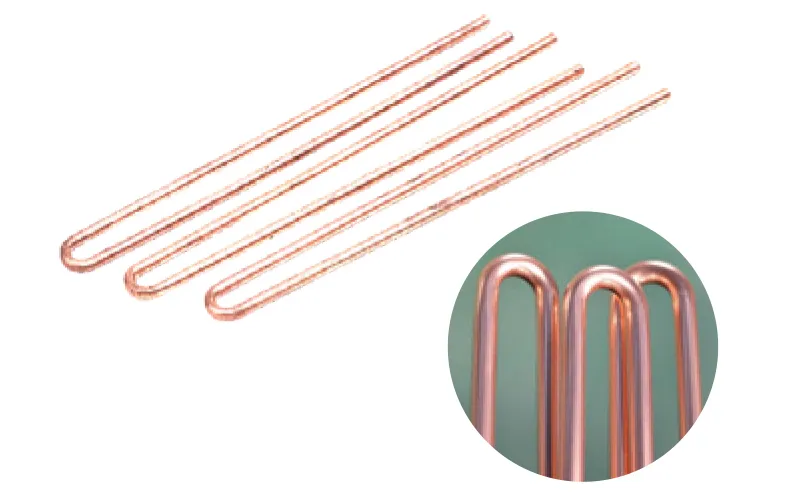
Відображення готової продукції