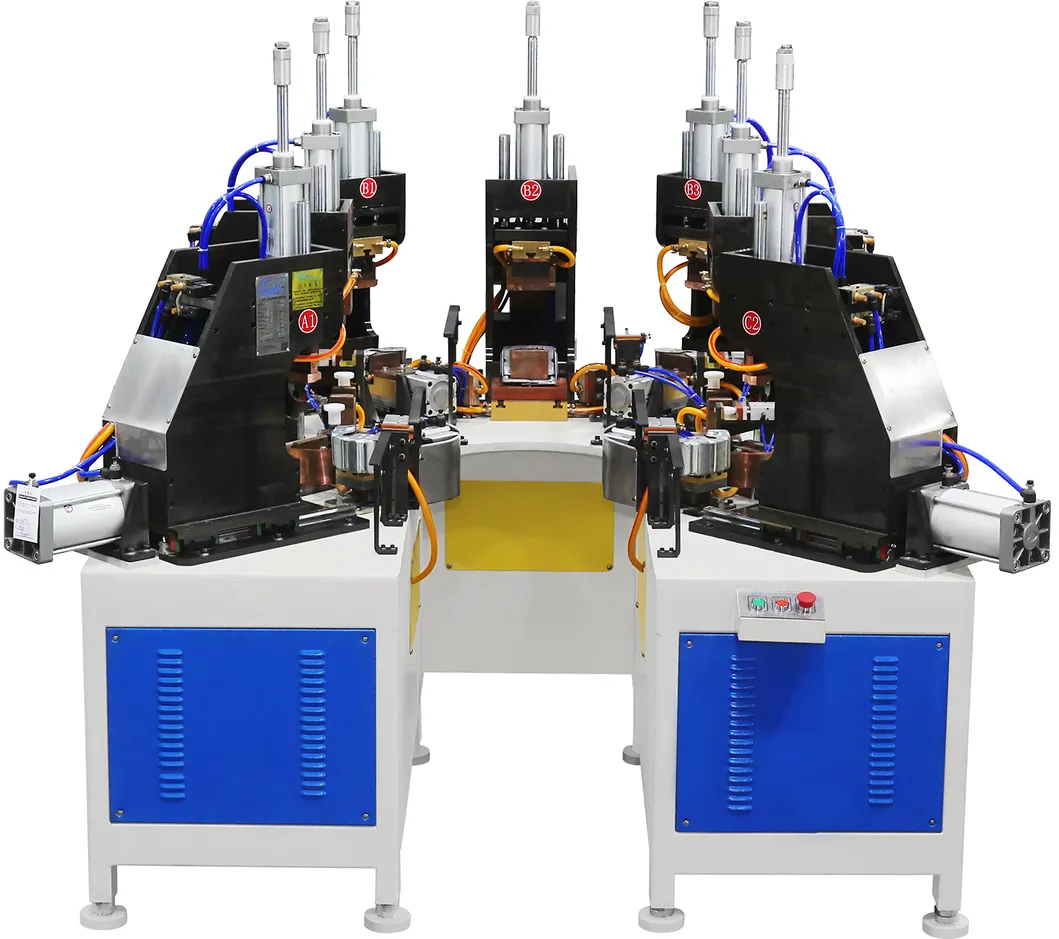
Автоматичний апарат для точкового зварювання рами IBC
Концепція дизайну: Ребристі квадратні труби та зварювання ребристих квадратних труб: Оскільки вироби, які зварюються, є порожнистими квадратними трубами та мають покриття, потрібні чотири зварювальні трансформатори (чотири зварювальні точки, розташовані посередині, сконфігуровані з двома трансформаторами для двостороннього одноточкового зварювання, один трансформатор для двостороннього одноточкового зварювання з двох сторін і з одного боку, з двома циліндрами, встановленими з обох боків трансформатор; якщо потрібно сім точок зварювання, цей трансформатор завершить зварювання виробу за два цикли). Вимоги до швидкості зварювання: не менше 40 штук на годину; Зварювальні точки мають акуратний і естетичний вигляд. Для того, щоб забезпечити стабільну якість зварювання та високу ефективність виробництва, наша компанія пропонує цільове рішення, засноване на багатому технічному досвіді та фактичних вимогах клієнтів: прийняття принципу портального зварювання з високою потужністю та високою енергією зварювального струму; середньочастотне інверсійне зварювання має пріоритет завдяки своїм видатним показникам щільності струму; Жорсткість електродів і пристосувань, а також точність направляючої рами машини розроблені, щоб перевершити звичайні портальні зварювальні машини.
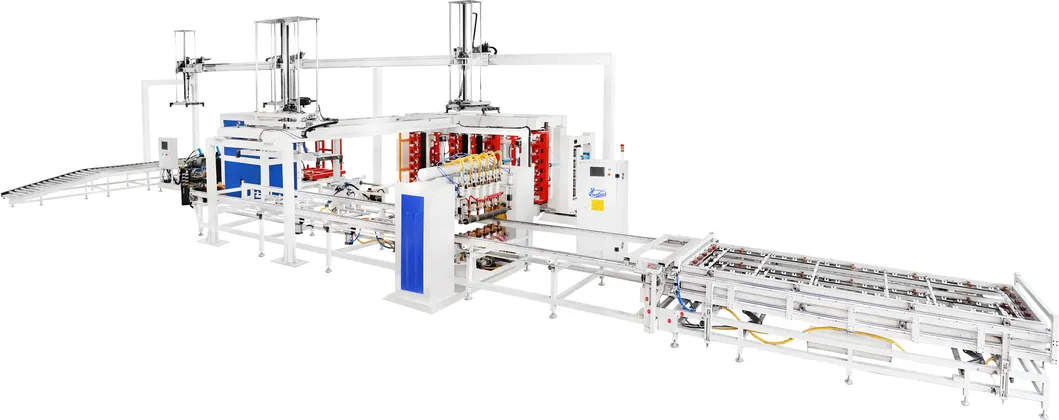
Спеціальні зварювальні прес-форми з подвійною подачею застосовуються для інтеграції зварювальних процедур і розподілу матеріалів, повністю використовуючи час очікування, спричинений операцією однієї форми в традиційній обробці, і ефективно підвищуючи загальну продуктивність зварювання. Наша компанія розробила професійний середньочастотний інверсійний зварювальний апарат із подвійною формою для захисної клітки, який відповідає вимогам виробничої лінії складання IBC. Цей спеціальний агрегат належить до зрілого автоматичного зварювального апарату для виготовлення захисної клітки з ребристої квадратної труби, що в основному складається з портальної рами, середньочастотної інверсійної системи керування, електричної операційної системи, спеціальних узгоджених трансформаторів, спеціальних зварювальних циліндрів під тиском, вузлів верхнього та нижнього електродів, стійк для форм із подвійною подачею, системи циркуляції охолодження, пневматичної системи, пристрою моніторингу та механізму безпеки.
## Склад обладнання
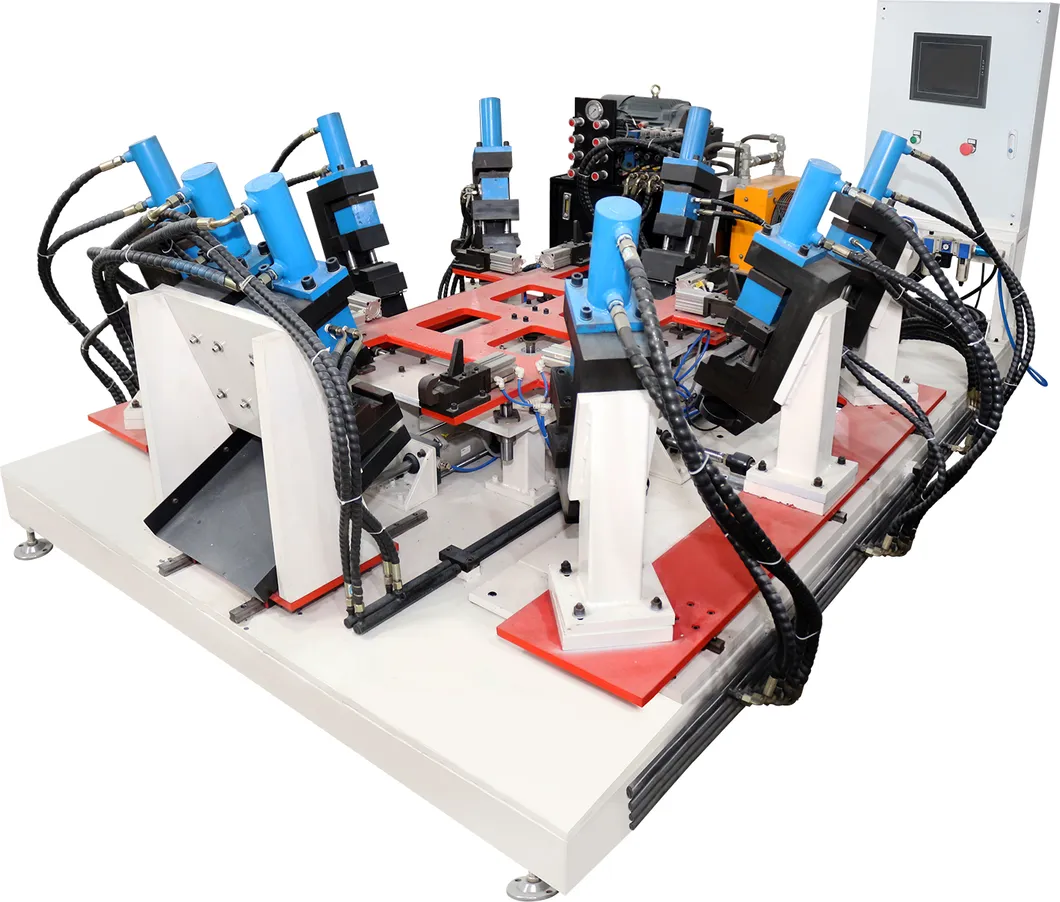
Розроблене зі стандартним автоматичним робочим режимом, обладнання в основному включає корпус портальної машини, джерело зварювального живлення постійного струму з інверсією середньої частоти, систему електричного керування, спеціальний зварювальний циліндр під тиском, компоненти верхнього та нижнього електродів, базову раму з подвійною формою, систему водяного охолодження, пневматичну систему, пристрій моніторингу, запобіжний механізм та інші вузли, з детальним представленням наступним чином:
1. Корпус машини: вертикальна армована конструкція виготовлена шляхом зварювання високоякісної товстої сталевої пластини, оснащена раціонально розташованими армуючими ребрами та оброблена обробкою для зняття напруги. Він забезпечує відмінні механічні характеристики з невеликою деформацією та чудову структурну міцність під час тривалої експлуатації.
2. Джерело живлення для зварювання постійного струму з інверсією MF в основному складається з трансформатора, контролера, інвертора, драйвера живлення, вузла випрямляча, конденсаторної пластини, IGBT і основних центральних елементів керування. Будучи сучасним і широко застосовним зварювальним обладнанням, джерело живлення постійного струму з інверсією середньої частоти має компактний розмір зварювального трансформатора та високу вихідну енергію. Він перетворює початкову вхідну частоту 50/60 Гц на 1000 Гц, а випрямний діод у вторинному контурі трансформатора перетворює потужність у постійний струм, значно оптимізуючи коефіцієнт реактивного опору вторинного ланцюга — ключовий фактор, що призводить до втрати енергії в традиційному обладнанні. Ця конструкція забезпечує майже ідеальне узгодження в зварювальному контурі постійного струму, максимально знижуючи виробничі витрати. У порівнянні зі звичайним зварювальним джерелом живлення він має наступне
| Advantages |
Save energy |
| Improve the power factor and reduce production costs; |
| In the secondary circuit with large opening area, interference can be reduced and welding current is constant current. When the secondary winding has inductive materials (with magnetic property), it will not affect the welding |
| make a balance of the loading of power supply device, medium frequency inversion constant current welding power source uses three-phase power and stores energy |